








If you’ve ever noticed a clear or amber “halo” around a dot of adhesive, you may have encountered a phenomenon known as epoxy resin bleed (or “resin bleed out (RBO)”). While it may look concerning, the issue often isn’t caused by the epoxy itself—but rather the surface it’s applied to.
This post will help you identify, understand, and prevent resin bleed in your adhesive applications, particularly when working with die attach processes, wire bonding, or lid sealing operations.
What Is Epoxy Resin Bleed?
Resin bleed refers to the separation of the epoxy resin from the filled system, appearing as a faint ring or organic stain surrounding the adhesive dot. On substrates like gold-plated components, this can create visible defects—or worse, lead to functional issues during downstream processes.
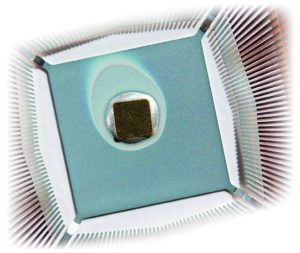
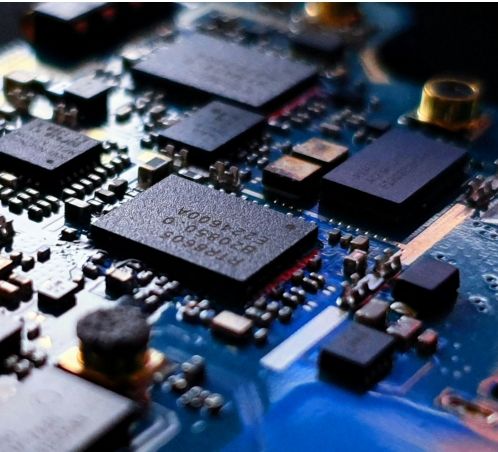
Figure 1
According to Figure 1 , resin bleed often looks like a translucent halo surrounding the adhesive application.
Common Causes of Resin Bleed
Resin bleed isn’t random—it’s the result of a combination of material properties, surface conditions, and curing behavior:
- Surface Free Energy
Epoxies are formulated to wet surfaces well, meaning they have higher surface energy than the substrate. However, if the substrate has unusual surface energy, resin can spread too far—leading to bleed. Gold-plated parts are particularly prone due to contamination during plating.
- Viscosity of the Adhesive
Lower viscosity adhesives are more prone to bleed. The thinner the epoxy, the more it can spread via capillary action, especially when fillers are insufficient or molecular weights vary.
- Delayed or Improper Curing
Delaying cure or staging the adhesive on the substrate increases bleed risk. Faster, higher-temperature cures reduce the chance of bleed.
- Surface Contamination
Gold (Au) plating can trap residual chemicals from the plating bath—even after solvent cleaning. These residues lower surface quality and promote bleed.
- Substrate Porosity
Porous substrates (like ceramics or crystalline silicon) enhance capillary transport, which encourages bleed-out.
The Science Behind Bleed: A Force Balance

To effectively prevent RBO, it’s crucial to understand the fundamental of physics. Adhesive stability is governed by a balance of forces at the interface between the adhesive paste and substrate.
| Force | Role | Impact on RBO |
| Cohesive force | The internal strength holding the adhesive paste together. | A strong cohesive force keeps the paste unified, resisting separation. |
| Adhesive force | The attraction between the adhesive’s resin and the substrate surface. | An excessively strong adhesive force can pull resin out of the paste. |
The RBO Mechanism Explained:
- Resin separation
On a substrate with very high surface energy (e.g., an overly clean surface) or within the porous substrate, an adhesive (paste of fillers mixed into resin matrix) stability is tested. On contaminated or porous surface, a weak, unstable interface forms. This instability can promote separation, where the low viscosity-resin part separates from the filler-rich bulk of the adhesive. - Capillary Migration
Once separated, this free resin is highly susceptible to capillary action. Microscopic channels – whether from substrate porosity, surface roughness, or the physical structure of contaminants act as pathways. The resin is wicked along these channels, flowing outward to form the distinctive bleed halo.
Summary: RBO occurs when the adhesive force pulling on resin overcome the cohesive force holding the paste together, followed by capillary flow of the separated resin.
Is Resin Bleed a Problem?
Sometimes, resin bleed is purely cosmetic. But in sensitive applications, it can:
- Coat wire bond pads or seal rings
- Disrupt electrical or mechanical contact
- Lead to long-term reliability issues in compact assemblies
With increasingly tight tolerances and miniaturized packaging, even minor bleed can interfere with performance.
A Proactive Workflow: Diagnose and Prevent RBO
Step 1. Diagnose with Substrate Screening
Proactive detection is your first defense. Test every substrate lot with a simple dotting test. Bleed typically appears within 10–30 minutes. Quarantine suspect lots before assembly.
Step 2. Surface Re-Engineering
For many applications, fixing the substrate is effective.
- Vacuum Baking:
The gold standard for deep cleaning. The combination of heat (e.g., 220°C) and high vacuum (<100 mTorr) extracts embedded organic contaminants over 2-4 hours. - Plasma Treatment
Uses activated gas (Argon, Oxygen) to scour away surface monolayers of contamination and tune surface energy.
Step 3. Adhesive Re-Engineering
For high value, precision assemblies or where substrate cleaning is impractical – prevent RBO at the material level with UV-Hybrid technology.
How UV-Tack Works: Instant flow control
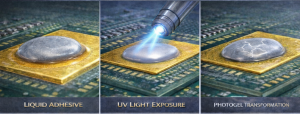
UV-Hybrid technology introduces a significant process improvement. A brief UV exposure triggers rapid photopolymerization, transforming the adhesive from a liquid to a solid gel in seconds. This delivers two critical actions:
- Stopping the flow instantly: The viscosity increases dramatically, “freezing” the adhesive geometry and stopping all wetting or spreading.
- Morphological lock-in: The forming polymer network entraps all components, preventing the resin/filler separation that initiates RBO.
This instant “set” secures the assembly. The subsequent final cure – whether at room temperature or with heat, then proceeds safely, free from the risk of bleed that exists during the vulnerable pre-cure window of traditional adhesives.
Substrates Most Affected:
- Gold-plated pads (especially on PCBs)
- Lower-quality plated substrates
- Porous materials like ceramics and silicon
- Die-paddles in semiconductor lead frames
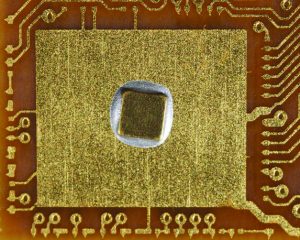
This image also shows an example of a clean, non-bleed Au substrate for reference.
Key Takeaways
- RBO is a force imbalance failure: It occurs when the substrate’s adhesive pull overcomes the paste’s cohesive strength, leading to resin separation and capillary migration.
- Diagnose before you process: A simple substrate screening dot test is a non-negotiable first step to identify problematic lots and prevent yield loss.
- Match the solution to the application: For cost-effective volume production, rigorous cleaning (vacuum bake/plasma) is key. For precision, high-value assemblies prevent the problem at the material level.
- UV-tack technology enables proactive control: Instant photopolymerization stops flow and locks components within seconds, eliminating the vulnerable pre-cure window and securing assemblies for a reliable final cure.
Need help designing a robust strategy against RBO for your specific application?
Our technical team is here to help troubleshoot resin bleed issues and guide you to the right adhesive and process solution.
Email us at techserv@epotek.com